While it is theoretically possible to operate a boiler with manual control the operator must maintain a tedious, constant which for disturbances and variations of parameters.
Time is needed for the boiler to respond to a correction and this lead to over correction with further upset to the boiler.
An automatic controller once properly tuned will make the proper adjustment quickly to minimise upsets and will control the system more accurately and reliably.
Instrumentation systems are provided for the boiler to achieve the following:
- To measure the actual values of different parameters for which the boiler is designed.
- Safe working range of the different parameters are maintained.
- To monitor one or more variables at a time and provide input for automatic control.
- In case of operator failure to take remedial action for an upset condition, it protects the
boiler by alarms and trippings. - To provide data on operating conditions before failure of the equipment for analysing
the failure.
Special care is required to be taken while selecting the instrumentation for the boiler. Simple auto control loops, avoiding duplication of instruments and selecting proven instruments with the correct operating range forms the basis of the reliable instrumentation.
There are many instruments and control loops that are provided for a boiler. Based on the feed backs collected from various operating sugar plants a few of the important protection and controls which are essential are listed below:
Boiler Drum level high & low protection
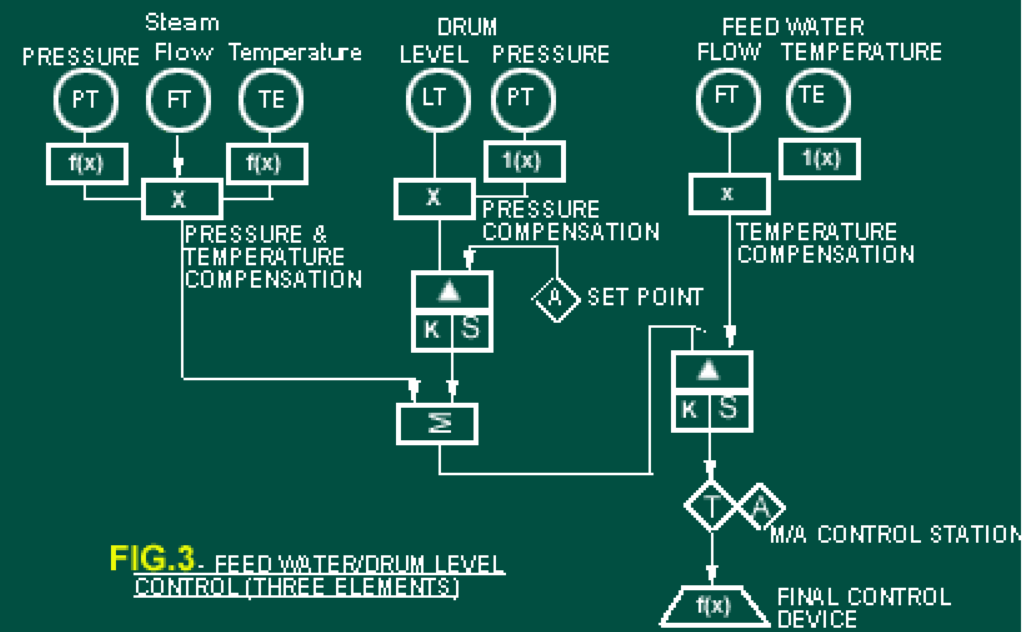
The water level in the steam drum has to be maintained within the desired limits. The reduction of drum level below the low level mark will cause tube failures and level above the high level mark will cause water carry over to the turbine. Hence it is essential to have reliable direct level gauge on both ends of the drum.
A low level trip to shut down the boiler in case the water level falls below the allowable limit and a very high level trip / alarm has been suggested for all boilers. At present it is noticed that these contacts for the indication / alarm has been taken from the drum level controller, which is not preferred.
Due to many reasons if the controller is isolated during operation of the boiler the protection is not available. It is always recommended that a separate level switch be provided for eater level low and high alarm and trip.
Furnace temperature probe
The new series of the boilers require controlled start up and loading programme. Most of the manufacturers provide a start up curve which generally gives the rate of pressure increase in the boiler to be followed.
During start up of the boiler adequate steam flow is not established through the superheater. Hence high rate of heat input if provided to the boiler furnace, will result in high furnace outlet temperature of the flue gas causing over heating and tube failure. It is advisable to control the rate of heat input into the boiler and maintain the flue gas temperature leaving the furnace at around 540 deg C.
A furnace temperature probe is a high temperature thermocouple surrounded by a jacket of a water. Cooling water can be circulate through the jacket to protect the thermocouple from over heating.
Once adequate steam flow is established through the superheater there would not be any limitation on the rate of fuel firing. Temperature probes without cooling water are also available, it requires the thermocouple to be withdrawn when the temperature of the flue gases exceeds 540 deg C.
This thermocouple has an advance and retract mechanism similar to that of a long retractable soot blower. A protection to retract the furnace probe with alarm when the flue gas outlet temperature from furnace exceeds the allowable value, must be provided.
This temperature probe is recommended to be installed to avoid, operator failure and ensure protection for super-heater during start-up and shut down. Fig 1 indicates a typical water cooled thermocouple without advance and retract mechanism.
As a temporary measure mineral insulated, monel sheathed, 6 mm diameter thermocouple with sleeve capable of measuring maximum of 950 deg C temperature can be fixed in the furnace outlet zone to monitor the flue gas temperature.
Control loops
For the generation of steam to be continuous, it follows that the control also should be continuous and the needed adjustments for air flow, fuel flow, water flow, etc., should be adjusted simultaneously. Manual control of these variables depends much on the ability of the operator to judge and correct the parameters without too many trial and error operations.
Automatic boiler control is the best course of maintaining a steady output from the boiler. Advancements in electronics has made electronic control systems more favourable when compared to pneumatic and other outdated systems.
In case of cogeneration plants the complex interdependants of the turbo generator on the boiler to maintain a constant output when paralleled with state power grid would justify introduction of distributed data control system.
A few advantages of the electronic system can be listed as below:
a. High speed of signal transmission and low time lag.
b. Possibility for amplification of signal
c. Easily adaptable to complex and integrated control.
d. Greater accuracy due to fast response and feed back from more number of interdependent variables.
Electronic control system with final operating element either electric or pneumatic system is preferred as this results in high speed and high motive force.
Source: Avant-Garde