Feedwater treatment, boiler water conditioning and steam purity is important to be known. It is very important to monitor and control boiler water chemistry to prevent failures due to corrosion. The single largest cause of pressure part failures is waterside corrosion.
The successful operation of steam generating equipment depends upon a firm control of feed water and boiler water to assure free from scale formation and corrosion due to water and steam in the boiler.
Scale formation in boilers is prevented by providing good make-up water to the feedwater system and by avoiding condensate contamination. For higher pressure of boiler, the make-up must be of condensate quality such as provided by evaporation or by demineralization.
Corrosion of metal surfaces in contact with water and steam constitutes the major maintenance expense to the power industry. The condensate and feed water must be free of dissolved corrosive gases and the pH of the water must be properly adjusted to prevent the attack of metal surfaces.
The oxygen content in the feed water must be reduced to low levels by effective deaeration in the condenser and in deaerating heaters. Care must be taken to prevent the introduction of air into heater drips which may be added to the condensate. Make-up water from storage tanks should not be added directly to the feed water system without deaeration. Minimum forced boiler outage time has been realized where the oxygen content has been reduced and held below 0.01 ppm. It is important to maintain a chemical reducing environment in the boiler water and chemicals such as hydrazine have been used effectively to achieve this.
Low pH feed water readily dissolves iron and copper in the pre-boiler equipment. These corrosion products when introduced into the boiler will contribute to the corrosion of boiler steam generating surfaces. Oxides of iron and copper may permit the diffusion of boiler water to the heated surfaces of the unit and cause locally high concentrations of boiler water salines that result in the attack of the tube metal.
The pick-up of metals from pre-boiler surfaces can be minimized by the addition of volatile alkaline chemicals that raise the pH of the feed water. Ammonia or various amines, added Lo maintain a pH range of 8.5 - 9.0 have produced the best results.
The philosophy of control of boiler water pH varies widely. The caustic-based treatment, the coordinated phosphate treatment and the volatile treatment have all been successfully applied however the latter two methods of control are preferred in higher pressure boilers.
For this boiler, the coordinated phosphate treatment is adopted with using sodium-phosphate (Na3PO4) and hydrazine (N2H4).
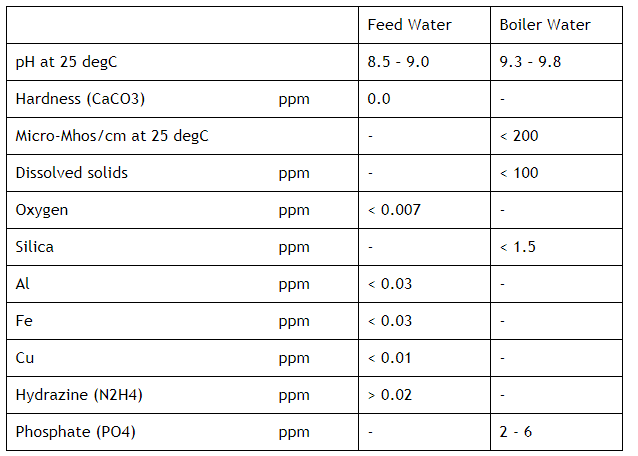
Recommended Water Quality
The recommended limitation value of feed water and boiler water is as follows: